





ફાયદા
► 100% (40℃) ફરજ ચક્ર;
► કટીંગ કરંટ સતત એડજસ્ટેબલ છે, જે પાતળી અને જાડી બંને પ્લેટને વેલ્ડીંગ માટે યોગ્ય છે;
► જ્યારે ટોર્ચને બળી જવાથી બચાવવા માટે હવાનું દબાણ અથવા હાઇડ્રોલિક દબાણ ન હોય ત્યારે તે આપમેળે કાપવાનું બંધ કરશે;
► ત્યાં આર્ક સિંક સિગ્નલ અને આર્ક વોલ્ટેજ સિગ્નલ કનેક્ટર છે જે ઓટો કટીંગ માટે સરળ છે અને ખાસ કરીને સંખ્યાત્મક નિયંત્રણ મશીન અને રોબોટ સાથે મેચ કરવા માટે યોગ્ય છે;
► નોઝલ અને ઇલેક્ટ્રોડના નુકસાનને રોકવા માટે વર્તમાન અપસ્લોપને કાપીને ગોઠવી શકાય છે;
► આર્ક સ્ટ્રાઇકિંગ સિગ્નલ, આર્ક પ્રેશર સિગ્નલ, એર સપ્લાય કંટ્રોલ અને આર્ક પ્રેશર આઉટપુટ ફંક્શન તેને CNC અને રોબોટ કટીંગ માટે ખાસ યોગ્ય બનાવે છે;
► બે મશીનોનો સમાંતર ઉપયોગ ઉપલબ્ધ છે, વધારાની જાડાઈની સામગ્રીને સારી રીતે કાપવા માટે આઉટપુટ વર્તમાનને બમણું કરો;
► મશીન વપરાતું સેટિંગ, ડિજિટલ ડિસ્પ્લે તેને મશીન અને રોબોટના ઉપયોગ માટે ખાસ યોગ્ય બનાવે છે.
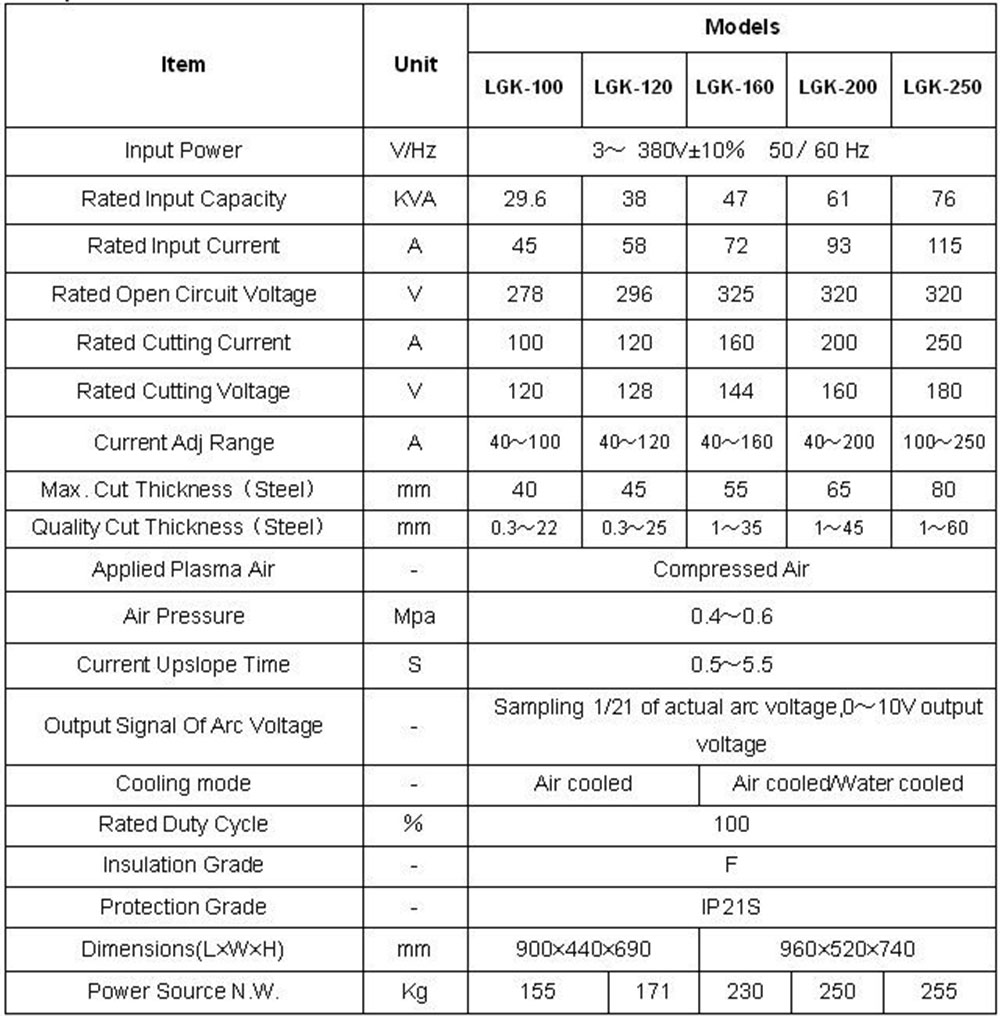
મુખ્ય પરિમાણો
2. પ્લાઝ્મા ગેસ શરતો
કાર્ય દબાણ શ્રેણી: 0.4MPa~0.6MPa
ગેસ સપ્લાય પાઇપ કમ્પ્રેશન તાકાત :≥1MPa
ગેસ સપ્લાય પાઇપ આંતરિક પરિમાણ:≥Φ8
ગેસ સપ્લાય ફ્લક્સ:≥180L/મિનિટ
ગેસ પરથી પાણી ફિલ્ટર કરો અને પછી તેને કટરમાં નાખો
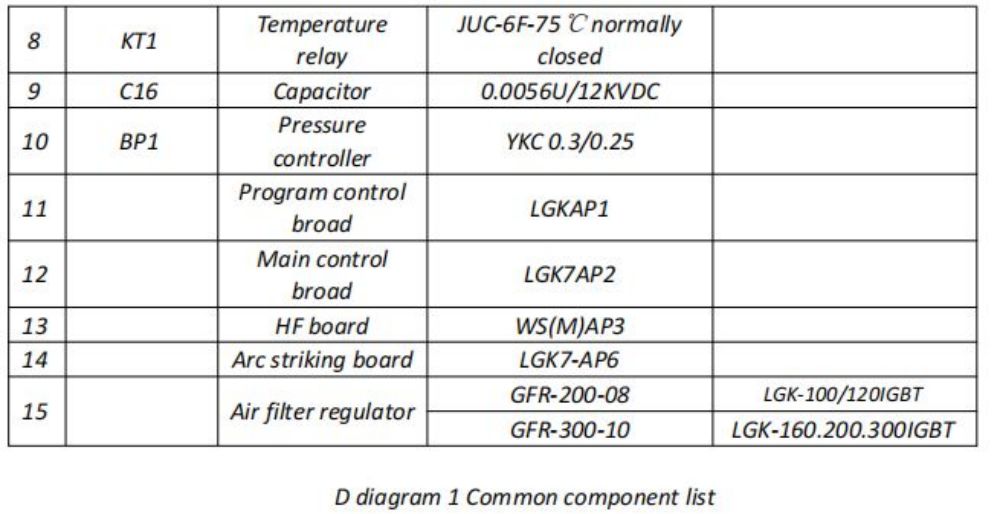
કામના સિદ્ધાંતો
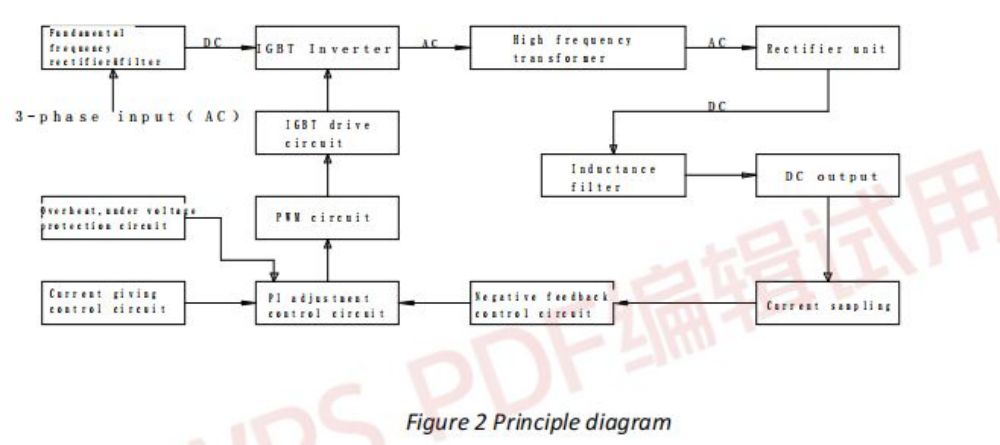
કટીંગ મશીનનું કંટ્રોલ સર્કિટ અદ્યતન ઇલેક્ટ્રોનિક ભાગ IGBT ને મુખ્ય ઇન્વર્ટર સ્વીચ ઘટક તરીકે અપનાવે છે.થ્રી-ફેઝ એસી પાવરને થ્રી-ફેઝ રેક્ટિફાયર દ્વારા સુધાર્યા પછી 20KHz ઉચ્ચ-આવર્તન ડીસી વર્તમાનમાં રૂપાંતરિત કરવામાં આવે છે.પછી આઇજીબીટી ઇન્વર્ટરના કાર્ય હેઠળ ડીસી કરંટ એસી હાઇ ફ્રિકવન્સી કરંટમાં ઊંધો થાય છે, જે હાઇ ફ્રીક્વન્સી ટ્રાન્સફોર્મરમાં વોલ્ટેજમાં ઘટાડો અનુભવ્યા પછી ડીસી કરંટમાં ઊંધો થાય છે, ઝડપી રિકવરી ડાયોડમાં કરંટ સુધારે છે.આ ડીસી પ્રવાહ રિએક્ટર દ્વારા ફિલ્ટર કરવામાં આવે છે, અને આઉટપુટ કટીંગ વર્તમાન મેળવવામાં આવે છે.
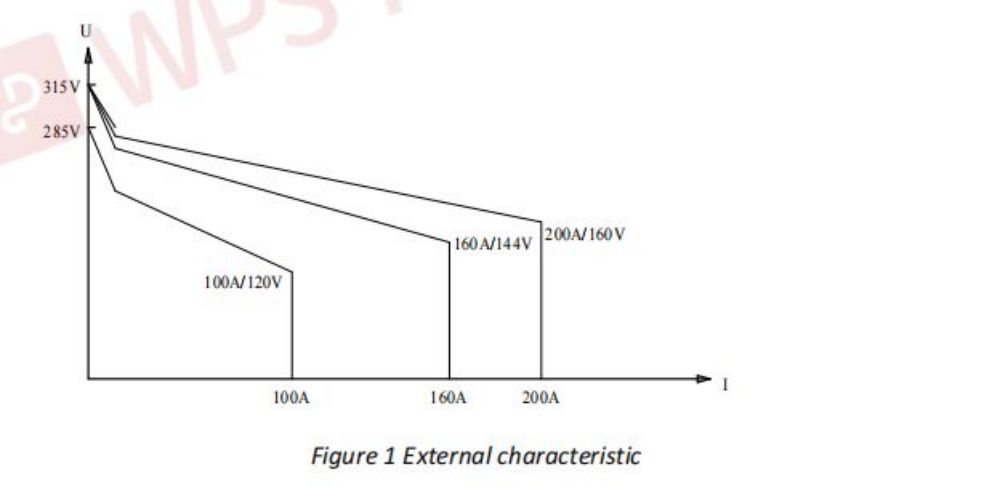
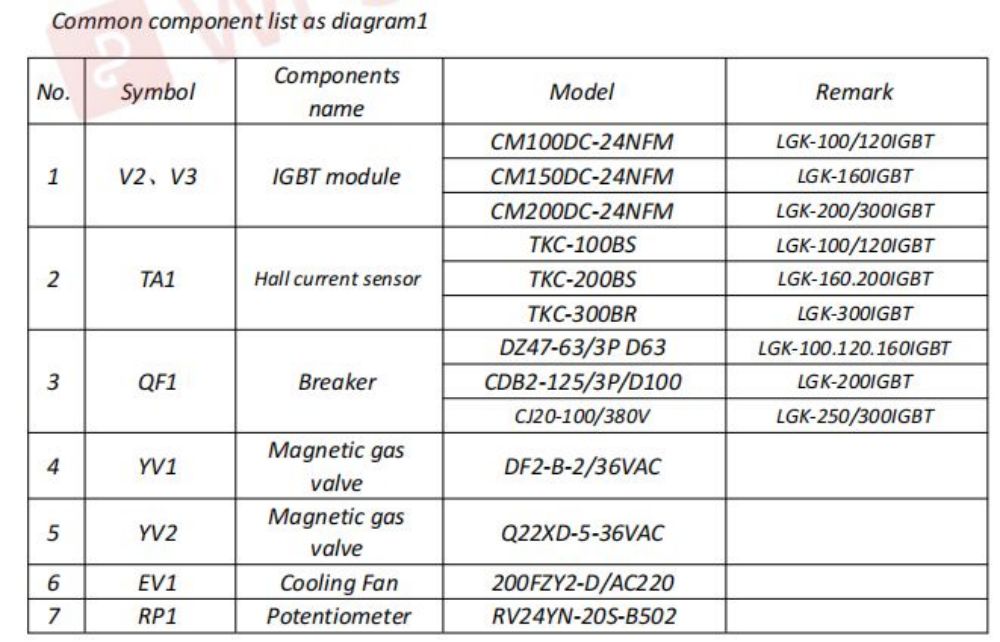
કંટ્રોલ સર્કિટ સંચાલિત પલ્સ પહોળાઈને નિયંત્રિત કરીને આઉટપુટ વર્તમાનને નિયંત્રિત કરી શકે છે.રિયલ ટાઇમ કટીંગ કરંટ, જે શ્રેણીમાં આઉટપુટ ટર્મિનલ સાથે જોડાયેલા વર્તમાન સેન્સર દ્વારા મેળવવામાં આવે છે, તેનો ઉપયોગ નકારાત્મક પ્રતિસાદ નિયંત્રણ સિગ્નલ તરીકે થાય છે.વર્તમાન એડજસ્ટિંગ સિગ્નલ સાથે સરખામણી કર્યા પછી, નેગેટિવ કંટ્રોલ સિગ્નલ PWM એડજસ્ટિંગ ઇન્ટિગ્રેટેડ સર્કિટ પર મોકલવામાં આવે છે, પછી IGBT ને નિયંત્રિત કરવા માટે નિયંત્રિત ડ્રાઇવિંગ પલ્સ આઉટપુટ છે.આમ સતત આઉટપુટ કરંટ જાળવી શકાય છે, અને બેહદ ડ્રોપિંગ અને સતત વર્તમાન બાહ્ય લાક્ષણિકતા પ્રાપ્ત થાય છે.સ્ટ્રાઇકિંગ આર્ક હાઇ-ફ્રિકવન્સી સ્ટ્રાઇકિંગ મોડલ અપનાવે છે.મુખ્ય સર્કિટ પરિશિષ્ટ આકૃતિ 1 નો સંદર્ભ આપે છે, અને નિયંત્રણ સર્કિટનું સિદ્ધાંત આકૃતિ આકૃતિ 2 તરીકે દર્શાવવામાં આવ્યું છે.
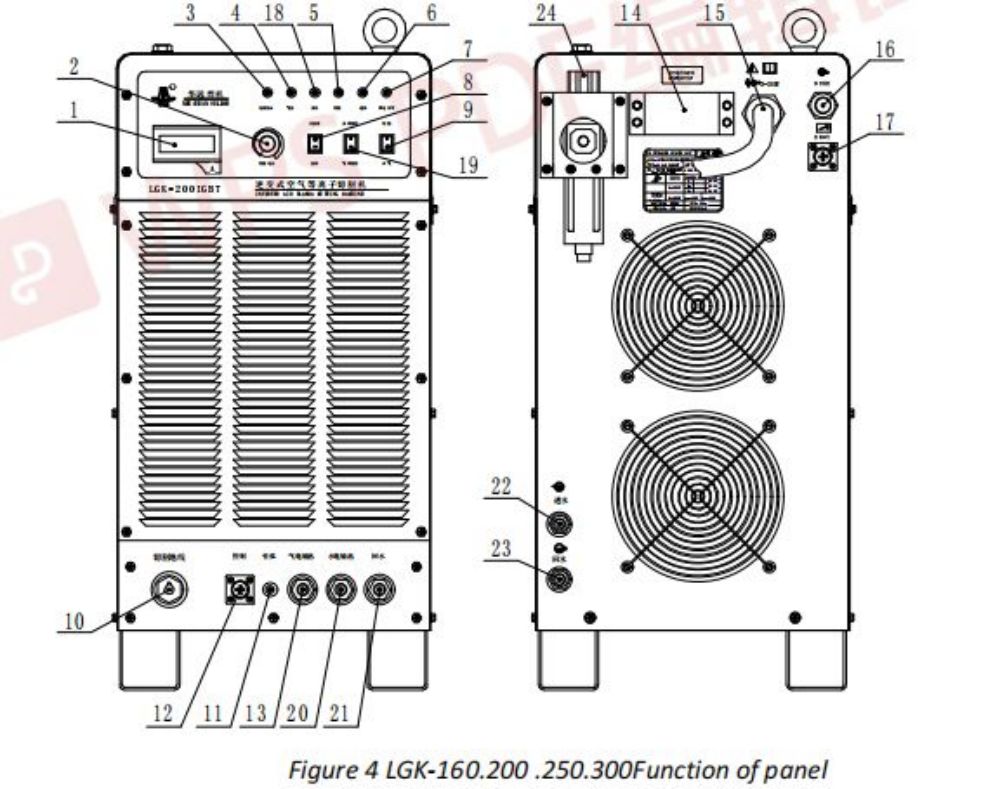
પેનલ અને તેના કાર્યો(LGK-100 આકૃતિ 3 જુઓ, LGK-160/200/250/300 આકૃતિ 4 જુઓ)
1.ડિજિટલ એમીટર: કાપતા પહેલા પ્રી-સેટ કટીંગ કરંટ દર્શાવવું, કાપતી વખતે કટીંગ કરંટ દર્શાવવું
2. કટિંગ કરંટ એડજસ્ટિંગ નોબ: એડજસ્ટિંગ કટીંગ કરંટ
3. પાવર ઇન્ડિકેટર લેમ્પ: કટર એનર્જીઝ્ડ છે કે કેમ તે દર્શાવે છે.
4.એર પ્રેશર ઇન્ડિકેટર લેમ્પઃ જ્યારે કોમ્પ્રેસ્ડ એરનું દબાણ 0.2Mpa કરતાં વધી જાય ત્યારે તે ચાલુ હોય છે.જ્યારે દબાણ 0.15Mpa કરતા ઓછું હોય ત્યારે તે બંધ હોય છે.
5. કટિંગ સૂચક દીવો: જ્યારે દીવો ચાલુ થાય એટલે કટીંગ મશીન ચાલુ થઈ ગયું હોય.
6. ઓવરલોડ સૂચક દીવો: જ્યારે કટર ઓવર લોડ થાય ત્યારે તે ચાલુ હોય છે (સામાન્ય રીતે જ્યારે કૂલિંગ પંખાને નુકસાન થાય ત્યારે તે ચાલુ હોય છે.)
7.ઇનપુટ ફોલ્ટ ઇન્ડિકેટર લેમ્પ: જ્યારે પાવર સ્ત્રોત તબક્કો ચૂકી જાય અથવા તે 330VAC કરતા ઓછો હોય ત્યારે તે ચાલુ હોય છે.
8.ગેસ કંટ્રોલ સિલેક્શન સ્વીચ: જ્યારે તે હવા તપાસવા પર સ્વિચ કરે છે, ત્યારે ગેસ વાલ્વ ગેસ ફ્લક્સનું પરીક્ષણ કરવા માટે ખુલે છે.જ્યારે તે કટીંગ પર સ્વિચ કરે છે, ત્યારે ગેસ વાલ્વ કટીંગ દરમિયાન આપમેળે ખુલે છે.
9. ટોર્ચ ઓપરેશન મોડ સિલેક્શન સ્વીચ: જ્યારે તે 2-સ્ટેપ ચાલુ કરે છે, ત્યારે ટોર્ચ સ્વીચને કાપવાની પ્રક્રિયામાં દબાવવી જોઈએ, અને સ્વીચ ઢીલી કર્યા પછી કટીંગ બંધ થઈ જાય છે.જ્યારે તે 4-સ્ટેપ ચાલુ કરે છે, ત્યારે ટોર્ચ સ્વીચ દબાવો અને તેને ઢીલો કરો, કટીંગ કામ કરવાનું શરૂ કરે છે, અને ફરીથી સ્વિચ દબાવ્યા પછી બંધ થઈ જાય છે.
10. કટિંગ ગ્રાઉન્ડ વાયર આઉટલેટ: કટીંગ ગ્રાઉન્ડ વાયરને જોડવા માટે
11. ટોર્ચ પાયલોટ ટર્મિનલ: ટોર્ચ પાયલોટ વાયરને જોડવા માટે.
12. ટોર્ચ કંટ્રોલ આઉટલેટ: ટોર્ચ કંટ્રોલ સિગ્નલ વાયરને કનેક્ટ કરવા.
13. એર એન્ડ પાવર આઉટપુટ ટર્મિનલ: વર્તમાન આઉટપુટ ટર્મિનલ એ કોમ્પ્રેસ્ડ એર આઉટપુટ ટર્મિનલ પણ છે.જ્યારે વોટર-કૂલ્ડ ટોર્ચનો ઉપયોગ કરવામાં આવે ત્યારે વોટર-કૂલ્ડ ટોર્ચને કનેક્ટ કરવા માટે તે ગેસ પાઇપ કનેક્ટર છે, અને જ્યારે એર-કૂલ્ડ ટોર્ચનો ઉપયોગ કરવામાં આવે ત્યારે ટોર્ચ ગેસ-કૂલ્ડ કેબલને કનેક્ટ કરવા માટે તે કનેક્ટર છે.
14. આર્ક વોલ્ટેજ આઉટપુટ માટે સ્પેર વાયર હોલ: જ્યારે મશીન સમાપ્ત થાય ત્યારે આર્ક વોલ્ટેજ આઉટપુટ વાયર જોડાયેલ નથી.જો તેની જરૂર હોય, તો કૃપા કરીને કટર ટોપ કવર ખોલો, અને પ્રિન્ટેડ બોર્ડ LGK7-AP5 પર વાયર ટર્મિનલને કનેક્ટ કરવા માટે બે-કોર વાયરનો ઉપયોગ કરો, જેમાં બે પ્રકારના આઉટપુટ સિગ્નલ છે, એક 1:1 આઉટપુટ અને બીજું 1 છે. :20 આઉટપુટ, કૃપા કરીને આકૃતિ 3 LGK-100 પેનલનું કાર્ય આવશ્યકતાઓ અનુસાર વાયરને જોડો, અને નકારાત્મક અને હકારાત્મક ઇલેક્ટ્રોડ પર ધ્યાન આપો.
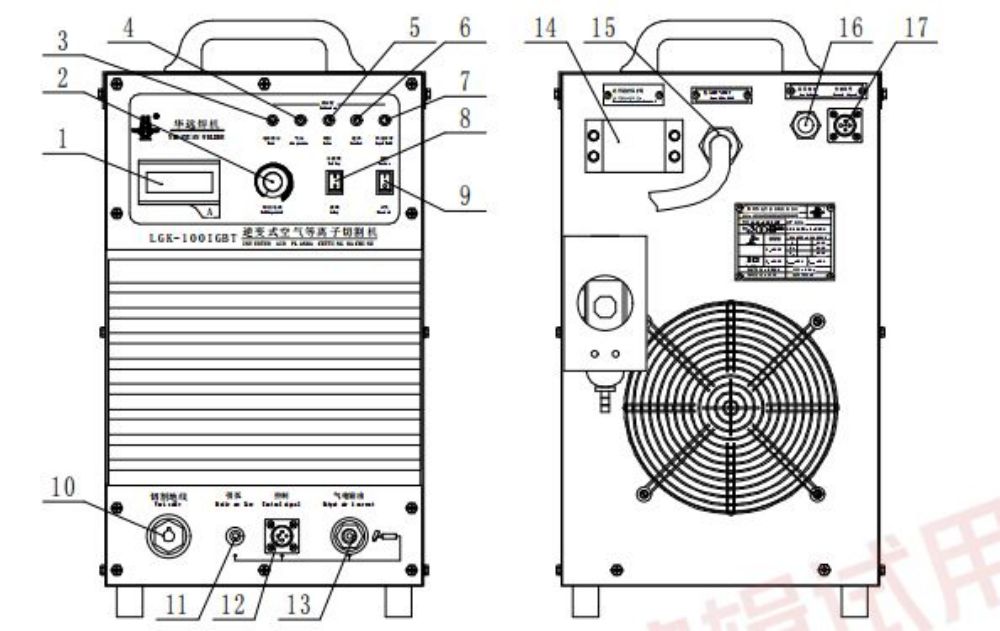
15. નિયંત્રણ સિગ્નલ કનેક્ટર: સ્વચાલિત કટીંગ સાધનોને નિયંત્રિત કરવા માટે
16. પાવર સોર્સ સ્વીચ: કટરના 3-ફેઝ પાવર સપ્લાયના ચાલુ/બંધને નિયંત્રિત કરો
17. એર પ્રેશર રેગ્યુલેશન ફિલ્ટર: સંકુચિત હવાના કામના દબાણને સમાયોજિત કરવા અને હવામાંથી પાણી ફિલ્ટર કરવા માટે
18. હાઇડ્રોલિક પ્રેશર દર્શાવતો લેમ્પ: કૂલિંગ વોટર સપ્લાયને જોડો, જ્યારે પાણીનો પ્રવાહ 0.45L/મિનિટ કરતા મોટો હોય, ત્યારે લેમ્પ ચાલુ રહેશે.
19. ગેસ-કૂલ્ડ ટોર્ચ/વોટર-કૂલ્ડ ટોર્ચ સિલેક્શન સ્વીચ: ગેસ-કૂલ્ડ ટોર્ચનો ઉપયોગ ત્યારે જ થાય છે જ્યારે તે ગેસ કૂલિંગ પર સ્વિચ કરે છે, અને વોટર-કૂલ્ડ ટોર્ચનો ઉપયોગ વોટર કૂલિંગ મોડ હેઠળ કરવામાં આવે છે.
20. પાણી/પાવર આઉટપુટ ટર્મિનલ: કટીંગ કરંટ આઉટપુટ ટર્મિનલ એ વોટર આઉટપુટ ટર્મિનલ પણ છે, તેનો ઉપયોગ વોટર કૂલિંગ કેબલને જોડવા માટે થાય છે.
21. ટોર્ચનું બેકવોટર ટર્મિનલ: તેનો ઉપયોગ પાણીના રિસાયકલ પાઇપને જોડવા માટે થાય છે.
22. બેકવોટર ટર્મિનલ: તેનો ઉપયોગ પાણીની ટાંકી રિસાયકલ પાઇપને જોડવા માટે થાય છે.
23. વોટર ઇનપુટ ટર્મિનલ: તેનો ઉપયોગ પાણીની ટાંકી આઉટપુટ પાઇપને જોડવા માટે થાય છે.

